TurboRolls — Rolls with special advantages

The quality requirements for paper products are constantly increasing. External profiling systems with correspondingly high energy consumption can be used to improve the cross-profile thickness. An alternative is the use of deflection or zone-controlled rolls. When optimising roll stack systems to minimise W-profile errors, specialised rolls are the cost-efficient means of choice. These enable local profile corrections to be made in addition to the normal deflection control.
Almost 60 years have passed since the first use of deflection-controlled rolls in the paper industry in 1961. The use of paper machines more than 8m wide and the production of more than 1km of paper per minute (i.e. 8000 m² — enough to cover 2 football pitches) would be unthinkable without this invention. Paper and cardboard are now more than ever a consumable item.
Deflection-controlled rolls – the so-called “Swimming Rolls”
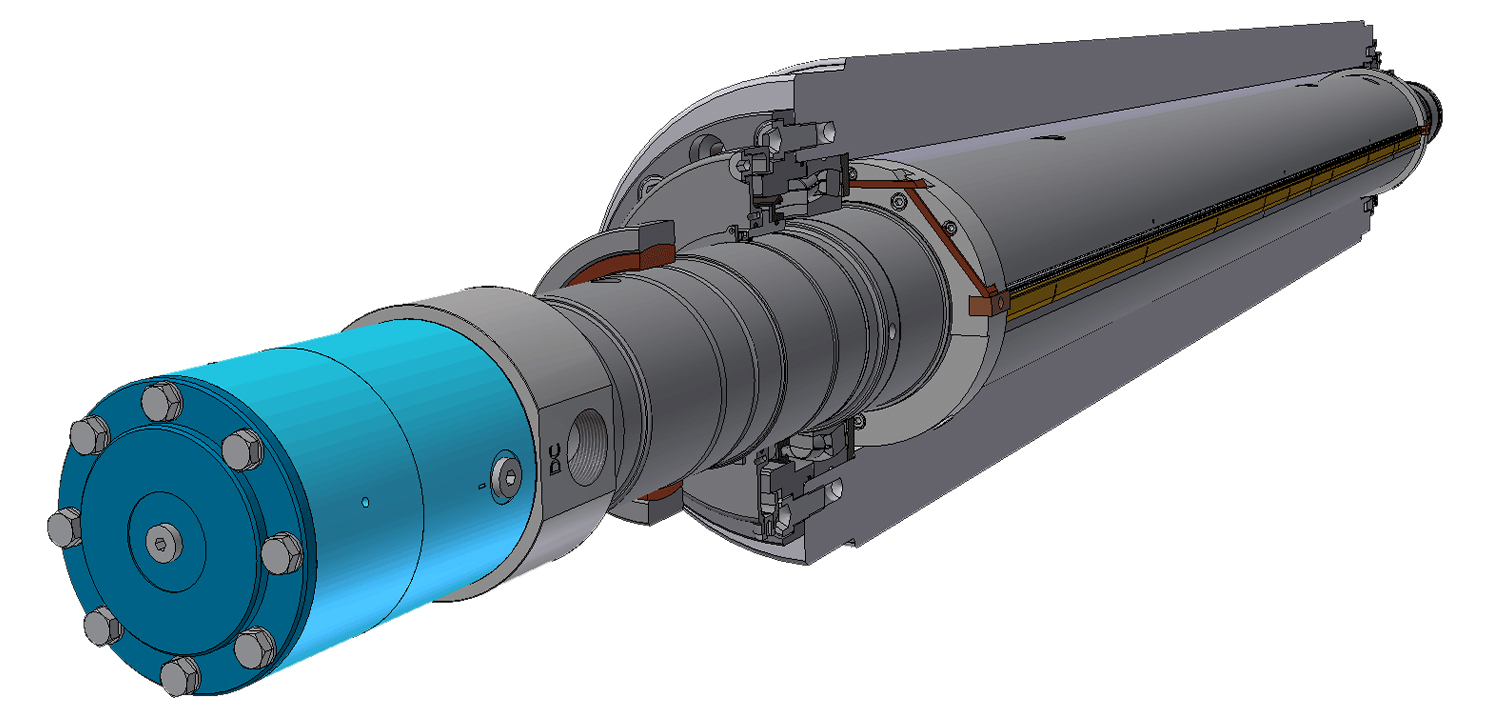
The working of the deflection-controlled roll is quickly explained. A fixed shaft, a roll shell and spherical roller bearings between the shaft and the shell. In addition, face seals at both ends of the shaft and longitudinal seals between the face seals — and the rotating shell is divided into two chambers. Oil is introduced into the pressure chamber to influence the shell deformation. This oil pressure is controlled by the differential pressure regulator, which also feeds oil into the second chamber. From this chamber the oil flows back out of the roll almost without pressure.
The deflection of the roll shell can be determined by the pressure difference between the two chambers, and the fixing of the shell at both ends. Et voila — the design that replaced the fixed crowned rolls and made line-load dependent roll crowning superfluous was invented. Of course, this sounds much easier than what was needed back then to convince the paper industry about the new roll design.
Much time has passed since the first days of the «swimming roll”. All components in the paper machine have been improved and optimised, including deflection-controlled rolls. Initially, the focus was on what was technically feasible, but today economic efficiency plays an important role in the selection of the appropriate tool.
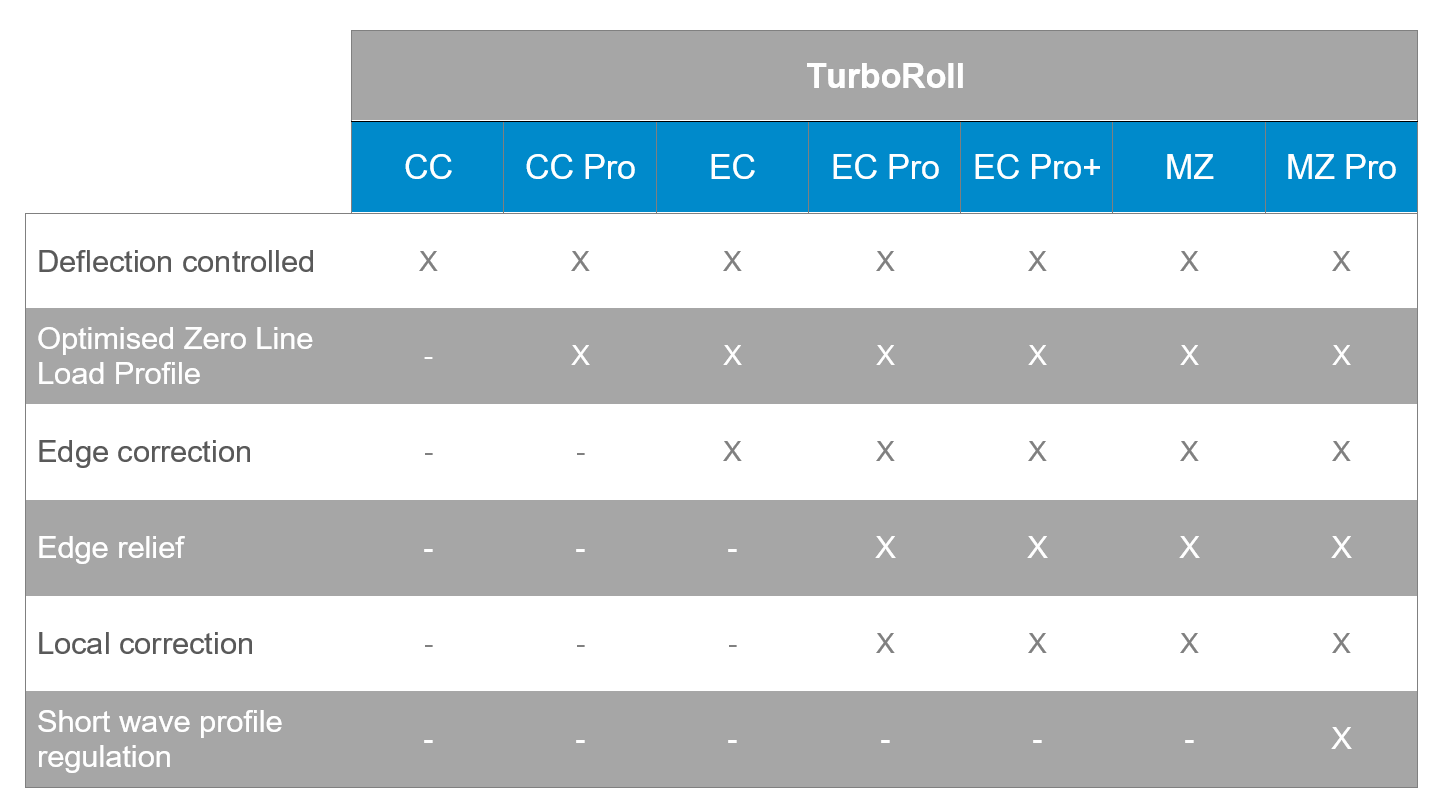
Over the years, Bellmer has constantly adapted its own rolls to new customer requirements, improved existing roll types and thus continuously expanded its roll system. The cornerstones are the TurboRoll CC (a deflection-controlled roll) and the TurboRoll MZ Pro (a zone-controlled roll for fine profiling).
The variety of situation-specific solutions that Bellmer offers today is impressive.

So that the «W» is no longer a problem – the optimized roll design
The deflection-controlled roll with a pressure chamber permits large web widths, while the zone-controlled rolls additionally provide better sheet profiling in the cross-web direction. Both types of roll still have their justification today, especially with regard to their cost-efficiency. However, the deflection-controlled roll with a pressure chamber has a physical weakness that is more significant today — the W-profile error.
Let us first define this error. We consider a pair of rolls consisting of a deflection-controlled roll and a counter roll. Even with ideal internal pressure, there is a deformation difference between the two rolls. This is known under the technical term «W-profile error».
The difference in deformation of each roll is a result of the different bending behaviour and the respective shell deformation (ovalisation / flattening) of the rolls. The roll shell deformation has a much greater influence on the W profile error than the difference in bending behaviour. Simply equalising the bearing centre dimensions, which according to the theoretical deflection curve should result in identical deformation behaviour, is therefore not sufficient to significantly reduce the W profile error. Since the shell deformation has a different curve characteristic to that of the deflection curve, the resulting error cannot be eliminated by adjusting the internal roll pressure. It can only be reduced.
The following diagram demonstrates the course of the error of the deflection compensation roll as a result of the shell deformation. This is counteracted by a deflection curve difference between the two rolls in the opposite direction (which is ideally adjusted by changing the internal pressure of the roll). This results in the total error (W profile error) of the line load deviation, which is similar in shape to a «W».
With increasing requirements on CD profiles and the significantly improved possibilities in the run-up before the calender (head-box, dewatering, press and dryer sections offer a higher potential than 10 years ago), there is today an increasing need to eliminate this error in order to avoid profile deterioration during calendering.

The TurboRoll CC Pro — an economical, effective and groundbreaking solution for improving the sheet cross profile.
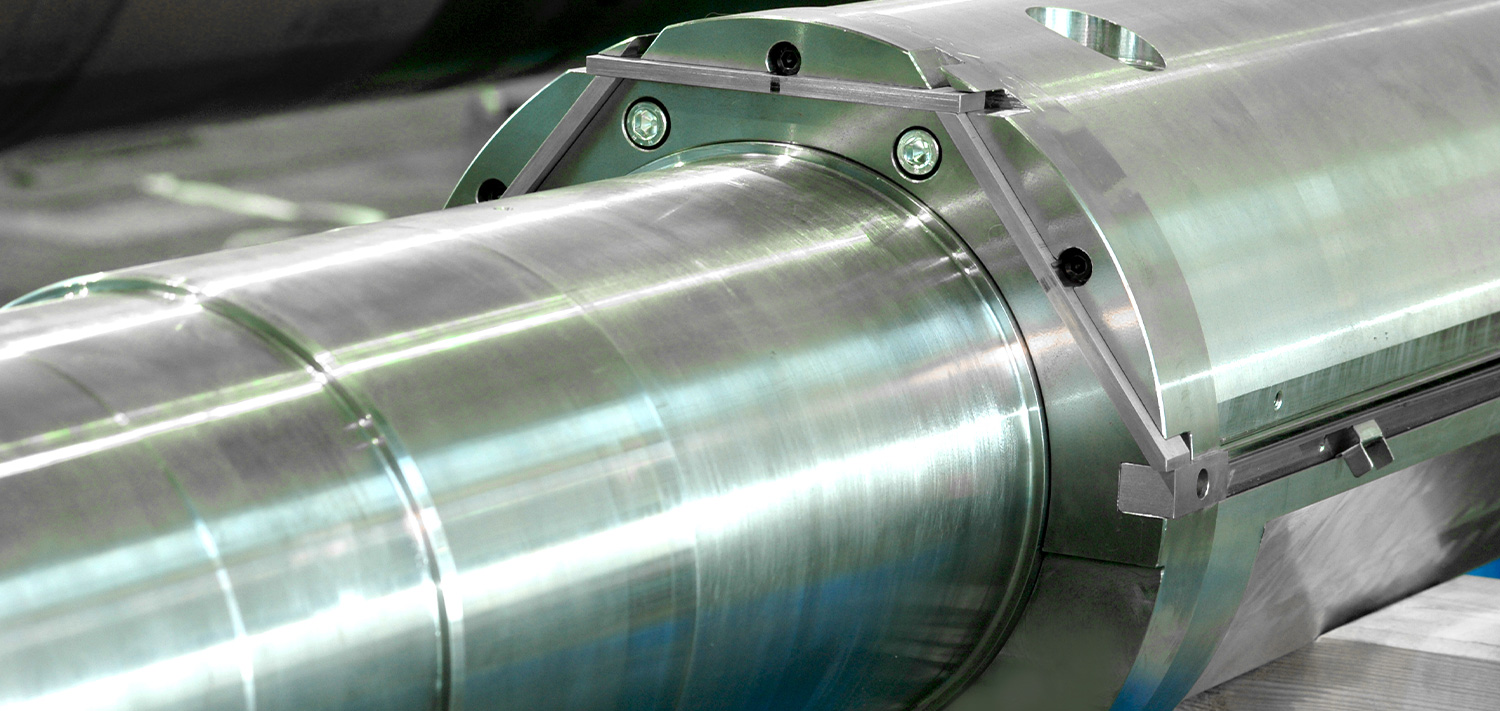
Rolls with support piston elements, such as our TurboRoll CC Pro, provide the solution to this problem. The supporting elements are fitted in the correct positions, and depending on the differential pressure, local corrections can be then applied. This flattens the deformation process of the shell in cross direction and the error can be better compensated by increasing the internal pressure of the roll. The curves of shell deformation and difference in deflection between the mating roll and the deflection-controlled roll become much more similar in terms of shape behaviour with the elements installed.

Another solution attempt would be to extend the shell of the deflection controlled roll in length. Unfortunately, this solution has limited effectiveness. Although the shell deformation is reduced in terms of amount, increasing the internal roll pressure will still not sufficiently compensate this deformation, due to the shape progression. This measure also requires an increase in the distance between the roller bearings.

In a direct comparison, the following deviations in the average line load are seen for the above example of a roll of about 5 m working width
- TurboRoll CC: 9% Standard length shell
- Roll with extended shell: 7% Shell extended by 500mm
- TurboRoll CC Pro: 3% Standard length shell
Extending the shell length improves the deviation in the profile only from 9% to 7%, whereas the TurboRoll CC Pro reduces the error by one third!
Conclusion on the TurboRoll CC Pro: this zone-controlled roll is pioneering, effective and economical thanks to the use of the support elements!
For all those who are looking for alternatives, here is a selection of other roll types for cross-profile applications:
TurboRoll EC Pro / EC Pro +
Developed to enable corrections in defined areas — especially the edge areas — or as a special roll for decor paper calender applications.
TurboRoll MZ
For years the tool for best fine profiling in combination with the QCS system (scanner). Using external profiling systems, the thermal influence on the paper profile is delayed, due to the characteristics of the system. Using the TurboRoll MZ Pro, on the other hand, the hydraulic pressure is immediately available and thus also the influence on the paper. Compared to external thermal profiling systems, the TurboRoll MZ Pro requires only 1/3 of the time until a stable cross profile thickness is achieved again after a sheet break.
The initial outlay cost of a TurboRoll MZ Pro is comparable to the cost of conventional calender equipment, including deflection-controlled rolls and an additional external profiling system. This means that you can benefit from the speed advantage of the TurboRoll MZ Pro in profile control at virtually no extra cost. With external profiling systems there are additional running energy costs, which can easily add up to €250,000 within three years.
Conclusion
Bellmer offers roll solutions for the most diverse applications — matching the corresponding requirements and expectations. For every challenge there is the optimum solution — or it can be developed according to the individual customer requirements. For example, a solution for low line loads and high speeds can also be offered. The Bellmer team also has considerable know-how in rebuilding rolls and control systems from all manufacturers to increase the efficiency of existing designs.

Get more information
Get further information about Bellmer GapCon here.
Or just contact us: info.gapcon@bellmer.com

Get more information
Get further information about the Bellmer Calender solutions here.
Or just contact us: calender@bellmer.com









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}